 powder white, but ceramic black? - scientific articles - news - CERAMIC-SOLUTIONS")
Technical Article
Why Silicon Nitride Powder Is White but Ceramic Is Black
Optical color changes in Si3N4 powder and dense sintered ceramics explained through scattering, densification, free silicon inclusions, and grain-boundary chemistry.
Silicon nitride (Si3N4) powder appears white mainly because fine particles scatter visible light at countless solid-air interfaces. After liquid-phase sintering, dense silicon nitride ceramic often becomes dark gray or black because scattering pores are removed and light-absorbing phases, such as free silicon inclusions and transition metal impurities, form in or near the intergranular glass phase.
As an advanced ceramic material, silicon nitride is valued in demanding structural environments such as automotive rotors, aerospace bearings, and high-performance ceramic components. The color change from white powder to black ceramic is therefore not simply cosmetic; it reflects changes in density, microstructure, electronic absorption, and processing chemistry.
Intrinsic Optical Properties and the Physics of White Silicon Nitride Powder
Pure silicon nitride is colorless and transparent because of its wide electronic band gap of about 3.5 eV to 5.5 eV, which prevents strong visible light absorption. The raw powder appears white because of physical morphology rather than chemical color. Fine powder creates many solid-air interfaces with high refractive index contrast. Visible light entering the powder bed undergoes diffuse reflection and scattering at randomized particle boundaries. Because all visible wavelengths scatter broadly, the eye perceives the powder as white or off-white.
Why Sintering Aids Are Needed for Silicon Nitride Ceramics
The transformation from a highly scattering white powder to a dense, black ceramic occurs during high-temperature consolidation. This process is strongly influenced by the bonding characteristics of silicon nitride. Because the bonds between silicon and nitrogen atoms are strongly covalent, pure silicon nitride has exceptionally low self-diffusion coefficients at particle surfaces. This resistance to atomic diffusion prevents complete densification through conventional solid-state sintering.
Silicon nitride also does not have a traditional melting point at normal pressure. Instead, it undergoes thermal dissociation into elemental silicon and nitrogen gas at approximately 1850°C. This dissociation temperature is lower than the temperature required for sufficient solid-state mass transport, so heating a compact of pure silicon nitride powder would tend to decompose it rather than fuse it into a dense ceramic body.
To overcome this processing barrier, engineers rely on liquid-phase sintering. This technique adds moderate amounts of oxide compounds, commonly called sintering aids or binders, to the raw powder before firing. Traditional sintering aids include aluminum oxide (Al2O3), yttrium oxide (Y2O3), and magnesium oxide (MgO).
Raw silicon nitride particles usually carry a thin native layer of amorphous silica (SiO2) because of exposure to oxygen during powder handling and synthesis. During sintering, typically at 1500°C to 2000°C under pressurized nitrogen gas, added oxides react with this surface SiO2 and a small fraction of the silicon nitride. The reaction generates a multi-component eutectic oxynitride liquid phase at particle boundaries.
This intergranular liquid becomes the mass transport medium for densification. The process follows a solution-precipitation mechanism: thermodynamically unstable, equiaxed α-Si3N4 grains dissolve into the oxynitride liquid, and the dissolved silicon and nitrogen later precipitate as the more stable, rod-like β-Si3N4 phase. This controlled phase transformation produces a dense, interlocking microstructure with elongated grains that improve fracture toughness.
Upon cooling, the liquid phase often solidifies as a thin amorphous or partially crystallized intergranular glass phase at grain boundaries and triple junctions. This grain-boundary phase affects both mechanical properties and the final optical appearance of the ceramic.
Why Dense Silicon Nitride Ceramic Becomes Black
As liquid-phase sintering progresses and the material approaches full density, the air-solid interfaces that originally caused diffuse light scattering are eliminated. With pores and scattering boundaries removed, light would theoretically pass through the material more easily. In practice, dense silicon nitride ceramics often turn dark gray or black because of two major factors: free elemental silicon inclusions and transition metal impurities that absorb visible light.
Free Silicon Inclusions
Characterization studies using Raman spectroscopy and transmission electron microscopy have shown that free silicon inclusions are a dominant cause of gray and black coloration in standard gas-pressure sintered silicon nitride. High-performance silicon nitride is often sintered in furnaces with graphite heaters. Under reducing conditions, the sintering atmosphere can strip oxygen from oxides and promote localized reduction reactions.
Under these high-temperature reducing conditions, partial thermal decomposition of silicon nitride or reduction of localized oxynitride glass can form minute inclusions of elemental silicon at grain boundaries and within the intergranular glass phase. These inclusions can range from a few nanometers to several micrometers. Some are only 8 nm to 10 nm, which can place them below the detection threshold of conventional X-ray diffraction.
Elemental silicon has a narrow electronic band gap of approximately 1.1 eV, unlike the wide band gap of pure silicon nitride. As a result, distributed free silicon inclusions absorb visible light across broad wavelength ranges. Even a small volume fraction of free silicon can act as many dispersed dark color centers, giving the bulk ceramic a dark gray or black appearance.
Transition Metal Doping and Contamination
Another contributor to black coloration is the introduction of transition metals, either intentionally as colorants or unintentionally as contamination during powder processing. Commercial raw materials made through direct nitridation of metallic silicon powder can contain trace iron and silicates from lower-purity raw silicon.
Powder preparation also commonly requires high-energy ball milling to reduce particle size and uniformly disperse sintering aids. Mechanical wear from jar walls and grinding media can introduce contamination. For example, wet milling of silicon nitride in conventional steel attrition mills has been reported to introduce significant iron contamination after short processing times. Even with high-purity equipment, abrasive wear from silicon nitride particles can introduce carbon and heavy metal elements.
When transition metals such as iron (Fe), cobalt (Co), and tungsten (W) are heated to sintering temperatures, they can diffuse into the intergranular glass phase or substitute for silicon atoms in the silicon nitride lattice. Transition metal ions contain partially filled d-electron orbitals. In the crystal field of an oxynitride matrix, these orbitals split and create electronic transition levels inside the wide band gap of silicon nitride. These transitions can absorb visible light and darken the final ceramic.
A direct example occurs when cobalt oxide (CoO) is added to a powder formulation to deliberately manufacture black silicon nitride ceramics with high toughness. At high temperature, cobalt can react with silicon to form cobalt silicide phases at grain boundaries. These silicide particles have metallic optical behavior and function as effective light absorbers, producing a deep and uniform black color.

Sintering Aids and Deliberate Color Tailoring
Although typical structural silicon nitride ceramics become black or gray because of incidental free silicon and localized metallic contamination, high-performance ceramics can also be deliberately tailored to show specific colors. To achieve this without degrading structural performance, researchers use high-purity starting powders and introduce selected rare earth oxides as functional colorants.
Role of Rare Earth Oxides
Rare earth elements are useful in advanced ceramic coloring because they have partially filled 4f electron shells. These 4f shells are shielded by filled 5s and 5p electron shells, so their optical transitions are less affected by the surrounding crystal lattice. The resulting f-f transitions absorb light at specific wavelengths and can remain stable under the high temperatures and reducing atmospheres used for silicon nitride sintering.
A high-purity silicon nitride compact using rare earth oxides such as erbium oxide (Er2O3), europium oxide (Eu2O3), neodymium oxide (Nd2O3), or dysprosium oxide (Dy2O3) can produce dense colored ceramics rather than a generic dark gray or black ceramic.
- Erbium oxide (Er2O3) with magnesium oxide (MgO): This additive system can produce pink-orange silicon nitride ceramic. Scanning transmission electron microscopy has confirmed core-shell structures where an erbium-rich liquid phase surrounds localized pores. Increasing the Er2O3 concentration can darken the pink-orange hue.
- Europium oxide (Eu2O3): This oxide can yield yellow ceramics. The color originates from the 5d → 4f transition of Eu2+ ions and the 5D0 → 7FJ transition of Eu3+ ions under photon excitation.
- Neodymium oxide (Nd2O3) and dysprosium oxide (Dy2O3): These systems have been used to prepare blue-green and yellow-green silicon nitride ceramics because of the f-f transitions of Nd3+ and Dy3+ ions.
| Sintering Additive System | Typical Final Color | Chromogenic Mechanism | Key Microstructural Effect |
|---|---|---|---|
| Pure Si3N4 without additives | Light gray to off-white | Diffuse light scattering in pores | High porosity and weak material |
| Y2O3 + Al2O3 | Dark gray to black | Free silicon inclusions from reduction | Dense structure with elongated interlocking β grains |
| Cobalt oxide (CoO) + aids | Deep black | In situ formation of cobalt silicides | Promotes self-reinforcing elongated grain growth |
| Er2O3 + MgO | Pink-orange | f-f transitions in Er-rich liquid shell | Denser microstructure with rod-like grains |
| Eu2O3 + aids | Yellow | 5d → 4f and 5D0 → 7FJ transitions | Formation of hollow reinforcing structures |
| Nd2O3 + aids | Blue-green | Specific f-f transitions of Nd3+ | Densification depends heavily on rare earth ion size |
| Dy2O3 + aids | Yellow-green | Specific f-f transitions of Dy3+ | Tailored grain boundaries with modified fracture properties |
Interdependence of Color, Microstructure, and Mechanical Properties
Changing the color of silicon nitride ceramics by selecting specific transition metal or rare earth additives also changes localized microstructure and mechanical performance. These additive elements mainly reside in the intergranular glass phase after cooling, so they influence the physical and thermal behavior of the boundary layer.
The chemistry of the intergranular glass phase plays an important role in high-temperature creep and room-temperature fracture toughness. The high fracture toughness of silicon nitride is associated with crack deflection and grain bridging. In these mechanisms, a crack tip is deflected along grain boundaries instead of fracturing directly through large, elongated β grains. This process depends on residual stresses at grain-boundary interfaces, which are controlled by thermal expansion mismatch between the silicon nitride crystal and the oxynitride glass phase.
By changing the rare earth element used for coloring, the ionic radius of the glass modifier changes. This can alter the glass transition temperature (Tg), localized viscosity, creep resistance, and fracture behavior.
| Intergranular Glass System | Glass Transition Temperature (Tg) | Viscosity Profile at High Temperature | Impact on Mechanical Performance |
|---|---|---|---|
| Si-Al-Y-O-N | Approximately 840°C | Moderate | Balanced room-temperature toughness and creep resistance |
| Si-Mg-O-N | Lower than 750°C | Low | Facilitates rapid densification but can reduce high-temperature strength |
| Si-Al-Yb-O-N | Elevated | High | Increases grain aspect ratio and can improve fracture toughness |
| Si-Al-Lu-O-N | Higher than 950°C | Very high | Suppresses cavitation at triple junctions and improves creep resistance |
Key Takeaways
- Silicon nitride powder is white because fine particles scatter visible light at many solid-air interfaces.
- Dense silicon nitride ceramic becomes black when pores are removed and light-absorbing phases become optically important.
- Free silicon inclusions and transition metal impurities are major contributors to gray or black coloration.
- Rare earth oxides can tailor ceramic color while also modifying grain-boundary glass chemistry and mechanical performance.
Conclusion
The optical contrast between white silicon nitride powder and black dense ceramic is driven by light scattering, densification, and absorption. The powder appears white because of diffuse scattering across particle-air boundaries. During sintering, the material densifies and loses those scattering interfaces. At the same time, high-temperature reducing conditions can generate free silicon inclusions and introduce metallic color centers, which absorb visible light and turn the ceramic gray or black. By adjusting sintering aids, transition metal additions, and rare earth oxides, manufacturers can control both the color and performance of advanced silicon nitride ceramic components.
Need custom silicon nitride ceramic support?
Contact Our Team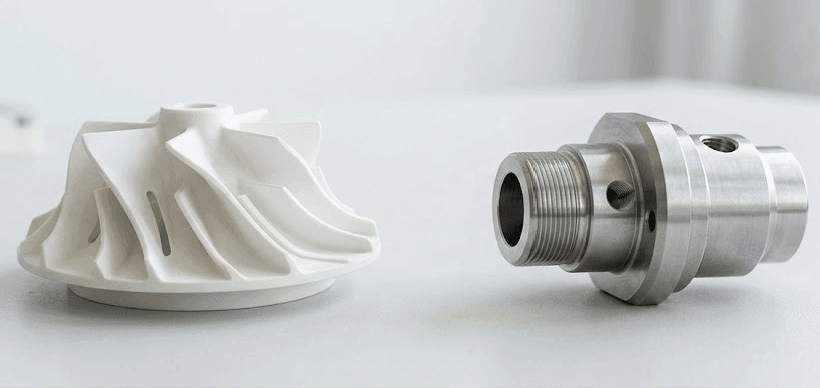
 powder white, but ceramic black? - scientific articles - news - CERAMIC-SOLUTIONS")