28-February-2026
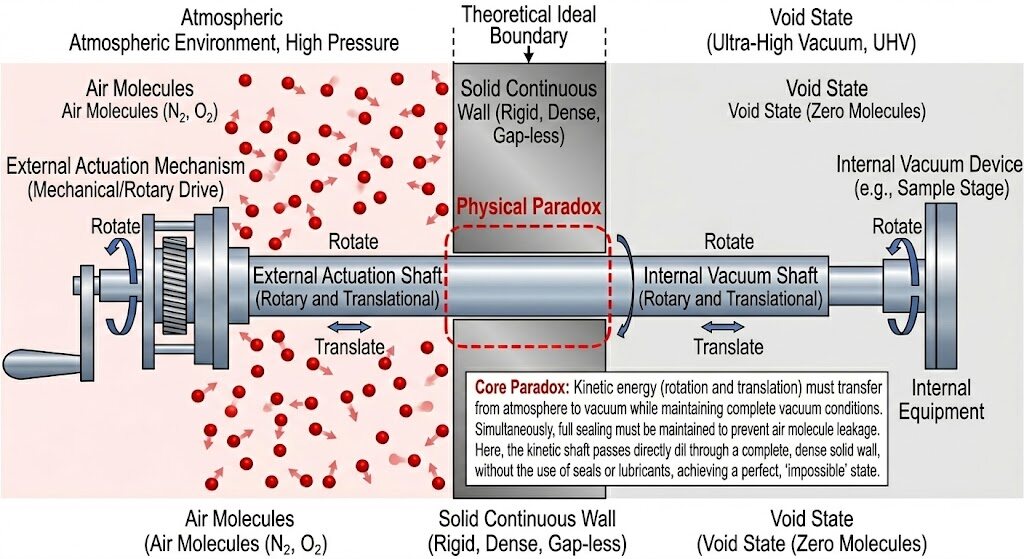
The foundational challenge of ultra-high vacuum engineering resides in a severe physical contradiction: the requirement to bridge the ambient atmospheric environment, operating at 760 Torr, with a sealed vacuum chamber operating at pressures below 10-9 Torr, without compromising hermetic integrity. Mechanical feedthroughs must facilitate the transfer of kinetic energy—either rotational or linear motion—across this massive pressure gradient.
To maintain an ultra-high vacuum environment, gas dynamics dictate that a system requires a continuous, solid, and impermeable boundary to prevent gas molecules from entering via permeation or microscopic leaks. However, to transmit motion, traditional mechanical systems rely on dynamic, moving boundaries such as sliding or rotating shafts. These moving interfaces inherently introduce microscopic gaps. Furthermore, moving parts generate friction. In an ambient environment, friction is mitigated by liquid or semi-solid hydrocarbon lubricants. Under ultra-high vacuum conditions, the vapor pressure of standard lubricants causes severe outgassing. This outgassing acts as a continuous virtual leak, releasing volatile organic compounds and water vapor that indefinitely degrade the vacuum quality and contaminate sensitive processes like semiconductor manufacturing or electron microscopy. Resolving this contradiction requires advanced transmission mechanisms that bypass traditional sliding seals, utilizing hermetic metal deformation, non-contact magnetic fields, and advanced material science.
Bellows-sealed feedthroughs resolve the physical contradiction by utilizing a flexible, unbroken metallic barrier. Rather than sliding a shaft through a porous seal, the seal itself deforms to accommodate the motion, ensuring a continuous metal-to-metal hermetic boundary capable of achieving leak rates below 10-11 mbar · L/s.
For linear motion, membrane bellows constructed from individual metallic lamellas welded together—known as edge-welded bellows—are deployed. The external actuator compresses or extends the bellows along its longitudinal axis, pushing or pulling the internal shaft without breaking the vacuum boundary. For rotational motion, bellows feedthroughs employ the wobble or cattail principle. An angled drive shaft is supported by a crank pin; as the external mechanism rotates, the internal shaft rotates synchronously. The bellows itself does not rotate. Instead, it performs a continuous nutating movement that hermetically separates the vacuum from the atmosphere while transferring the rotational vector.
The primary limitation of bellows technology is material fatigue. Bellows are subjected to severe stress cycles, combining axial, lateral, and angular deflection under the constant force of atmospheric pressure. Fatigue analysis under cyclic events demonstrates that stress concentrates predominantly at the junction between the corrugated metal bellows and the straight pipe segment. Discrepancies exist in cycle life prediction standards; for identical configurations, the Expansion Joint Manufacturers Association curve may predict a 7000-cycle rating, while ASME B31.3 and Section VIII Appendix 26 predict roughly 1150 cycles. To monitor fatigue, acoustic emission testing utilizing back-propagation neural networks analyzes amplitude distributions between 50 and 100 dB to detect crack initiation long before a physical leak path forms.
Material selection dictates cycle life. Standard bellows manufactured from 316L stainless steel provide approximately 500,000 movement cycles. For superior performance, AM350 stainless steel or Inconel 718 is utilized. The cold work hardening of austenitic steel induced during the convolution forming process improves fatigue life, allowing AM350 bellows to exceed millions of cycles. Thermal management during system bakeout is critical; utilizing localized heater bands causes thermal gradients that stress the micro-welds of the lamellas. Uniform heating is required to prevent premature micro-cracking.
Magnetic coupling eliminates the need for physical metal deformation. By leveraging high-strength magnetic fields, motion is transferred across a rigid, stationary, and unbroken isolating wall, completely detaching the atmospheric actuator from the vacuum-side payload.
A magnetically coupled rotary drive consists of an outer atmospheric rotor and an inner vacuum rotor, separated by a thin-walled, non-magnetic stainless steel isolation sheath. Both rotors are equipped with an array of strip magnets—typically high-performance rare-earth magnets such as Samarium-Cobalt (SmCo) or Neodymium (NdFeB)—arranged with alternating polarities. The magnetic flux lines penetrate the isolation sheath, coupling the outer north poles to the inner south poles. As the external rotor is turned, the internal rotor synchronously follows.
The absolute elimination of dynamic seals and flexible metal components provides a solid, single-piece vacuum enclosure with zero risk of mechanical fatigue across the vacuum boundary. The absence of organic materials guarantees compatibility with extreme cleanroom standards. These devices are fully bakeable; the utilization of Samarium-Cobalt magnets permits bakeout temperatures up to 250°C without risk of exceeding the Curie temperature or altering the coercivity of the magnets.
Torque capacity and torsional stiffness remain the limiting factors. The maximum torque transmitted is dictated by the magnetic decoupling force. If the mechanical load exceeds this threshold—typically around 40 Nm for larger industrial drives—the magnetic field slips, and the inner rotor disconnects from the outer rotor. This slip acts as a built-in mechanical overload protection system, preventing catastrophic damage to internal components.
While true ultra-high vacuum environments demand all-metal seals or magnetic couplings, dynamic elastomer seals remain prevalent in high vacuum applications due to their high load capacity, simplicity, and low cost. Ferrofluidic seals offer an advanced middle ground, providing zero-wear dynamic sealing with superior vacuum performance compared to standard elastomers.
In a dynamic O-ring feedthrough, a continuous actuator shaft passes directly through a fluoroelastomer seal. The seal maintains physical contact with the shaft, blocking atmospheric gas. To minimize friction, prevent rapid wear, and fill microscopic surface asperities, the moving contact points must be lubricated with specialized, low-vapor-pressure vacuum grease. Elastomer seals are fundamentally incompatible with true ultra-high vacuum systems due to permeation and outgassing. Atmospheric gases, particularly helium and water vapor, adsorb onto the atmospheric side of the O-ring, diffuse through the porous elastomer matrix, and desorb into the vacuum chamber. These factors limit dynamic O-ring feedthroughs to base pressures of approximately 10-6 Torr.
Ferrofluidic rotary feedthroughs resolve the friction and wear issues of elastomer seals by trapping a low-vapor-pressure magnetic fluid in small annular gaps utilizing intense magnetic fields. A multi-staged shaft crafted from highly magnetically permeable material concentrates the magnetic flux at the smallest radial gaps. The ferrofluid forms a series of liquid O-rings separated by gas-filled intervening regions. Each liquid stage sustains a differential pressure of approximately 0.2 bar. Operating in series, these stages withstand the full atmospheric pressure differential. Ferrofluidic feedthroughs exhibit leak rates of less than 10-11 standard cubic centimeters per second (std cc/sec) of helium and operate comfortably in the 10-8 Torr regime.
As vacuum systems reach extreme operational parameters involving high voltages, intense thermal fluctuations, or mechanisms susceptible to friction welding, metallic components are insufficient. Precision advanced ceramics are engineered to solve the most complex electrical, thermal, and tribological contradictions in ultra-high vacuum environments.
In an ultra-high vacuum environment, protective boundary layers are stripped away. When two clean, similar metal surfaces come into dynamic contact, their electron clouds interact, causing the metals to physically fuse (cold welding). To prevent this, advanced ceramics—specifically Silicon Nitride (Si3N4) and Zirconia (ZrO2)—are integrated into the kinematics. Silicon Nitride provides superior high-speed performance, boasts a friction coefficient 40% lower than steel, is 58% lighter, and can operate at temperatures up to 800°C.
Precision ceramics serve as the core insulating material for high-voltage feedthroughs. Alumina (Al2O3) is the industry standard due to its balance of dielectric strength and mechanical stiffness. For specialized applications, Macor glass-ceramic provides a dielectric strength of 129 kV/mm, while Boron Nitride (BN) provides up to 100 kV/mm. Polyetheretherketone (PEEK) is also emerging as a polymeric alternative, exhibiting a Total Mass Loss of approximately 0.31%.
Integrating a ceramic insulator into a stainless steel flange requires specialized bonding. A micro-layer of metal, typically a molybdenum-manganese (Mo-Mn) composition, is sintered onto the ceramic surface, followed by nickel plating. The metallized ceramic is then brazed to the metallic flange. Recent advancements have introduced ultrafast pulsed laser welding for ceramics, utilizing less than 50 watts of power to fuse materials at ambient conditions.
| Specification / Technology | Bellows Sealing (Edge-Welded) | Magnetic Coupling | Ferrofluidic Sealing | Dynamic Elastomer (O-Ring) |
|---|---|---|---|---|
| Primary Sealing Mechanism | Physical deformation of continuous metal lamellas | Non-contact magnetic flux transfer across a solid wall | Multi-stage magnetic liquid O-rings | Sliding physical friction with compressed rubber |
| UHV Compatibility | Yes (< 10-11 Torr) | Yes (< 10-11 Torr) | High Vacuum / UHV threshold (< 10-8 Torr) | No (High Vacuum only, ~ 10-6 Torr) |
| Helium Leak Rate Limitation | Zero (Hermetic metal barrier) | Zero (Hermetic rigid barrier) | < 10-11 std cc/sec | Permeation & Outgassing present |
| Motion Types | Linear, Rotary (Wobble), XYZ | Rotary, Linear | Rotary | Linear, Rotary |
| Torque / Load Capacity | High (Limited by rigidity) | Low to Medium (max ~40 Nm) | High (Direct shaft) | Very High (Direct shaft) |
| Bakeout Temp Limit | High (Up to 300°C+) | High (Up to 250°C) | Moderate (Limited by vapor pressure) | Low (Thermal degradation) |
In vacuum testing, permeation appears as a delayed, slowly rising background signal of helium, as gas takes time to diffuse through the elastomer matrix. A true physical leak registers almost instantaneously.
Why is uniform heating critical when baking out bellows-sealed manipulators?Bellows lamellas have extremely low mass. Localized heater bands cause rapid thermal expansion, creating thermal gradients that exert immense shear stress on micro-welds, leading to micro-cracking and loss of vacuum integrity.
What causes the slip in magnetic couplings, and is it detrimental to the system?Slip occurs when mechanical load exceeds the magnetic decoupling force. It acts as an intrinsic safety clutch, protecting delicate internal mechanisms from jams or motor overloads.
Why are Silicon Nitride bearings preferred over traditional stainless steel in ultra-high vacuum?Without atmospheric moisture, steel bearings undergo cold welding (atomic fusion). Silicon Nitride is a ceramic with no metallic lattice, making cold welding impossible while requiring zero liquid lubrication.
How do ceramic-to-metal electrical feedthroughs withstand extreme thermal cycling without fracturing?Engineers pair Alumina with metal alloys like Kovar that have nearly identical coefficients of thermal expansion. This ensures both materials expand and contract at the same rate, eliminating shear stress at the joint.